联系电话:139-2055-1199

不锈钢防滑板
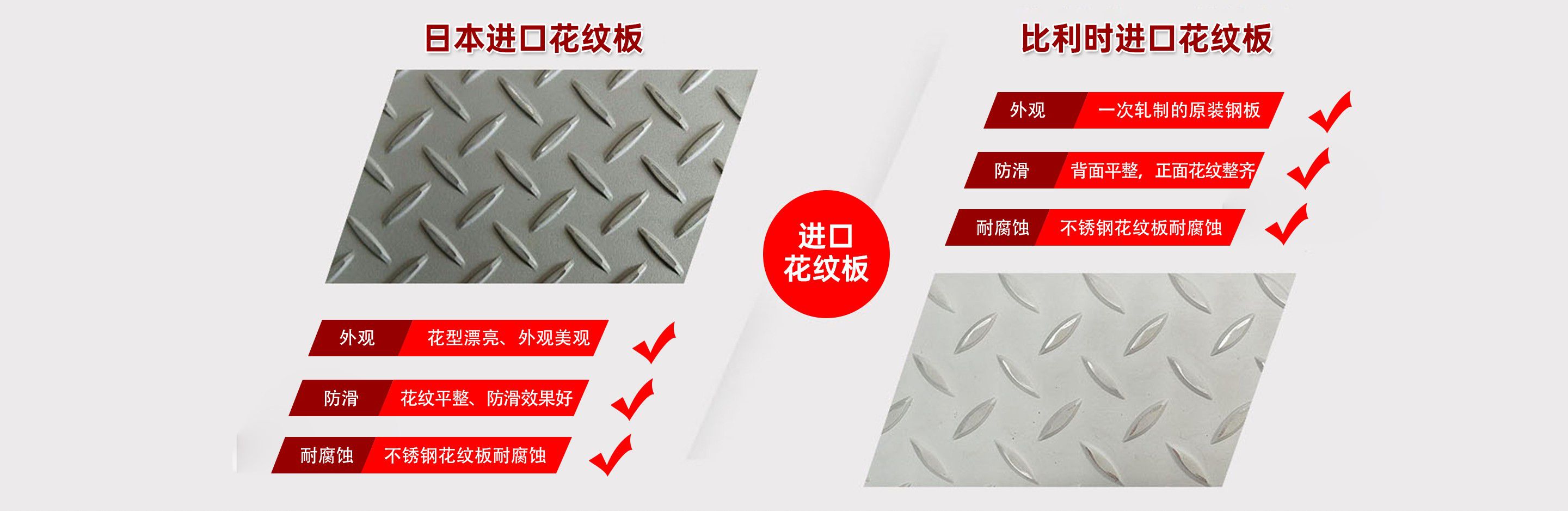
防滑板英文名Antiskid plate材料,分为普通铁板、不锈钢板、铝板、铝合金板、橡胶金属混合板等。制作工艺编辑 播报
1)热压花纹
2)数控冲孔
通常根据不同的用途进行剪板折弯-焊接 -成型(铁板可作热镀锌防锈处理)
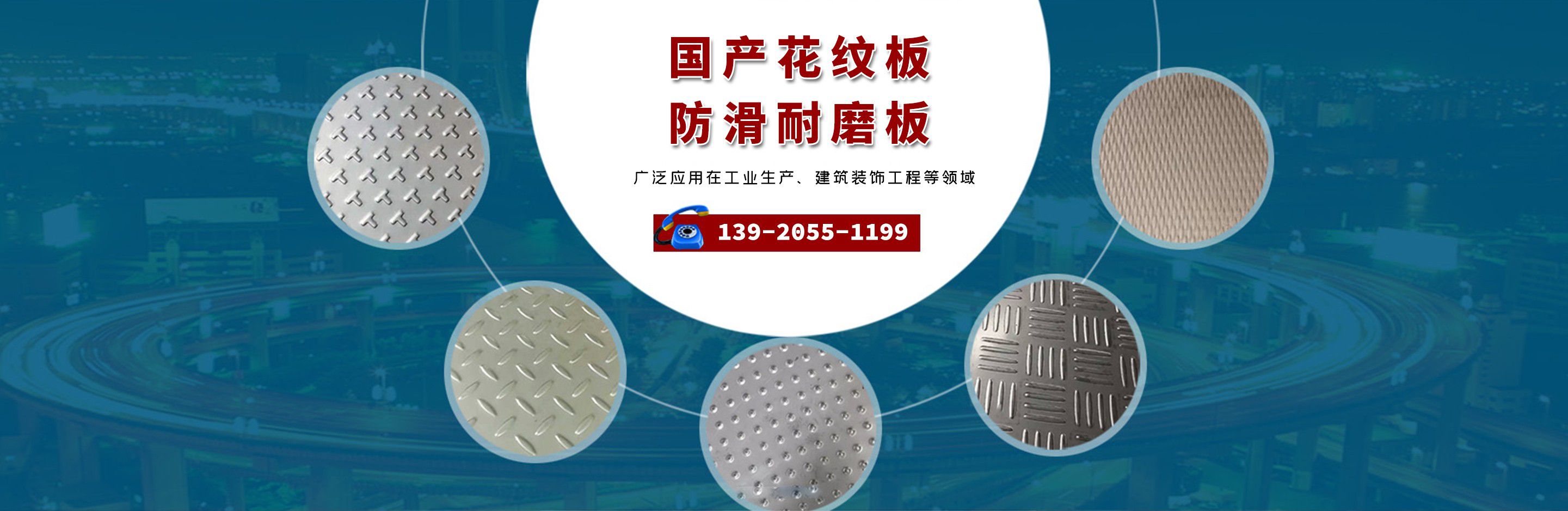
特点:具有防滑抗锈防腐的特点且坚固耐用外形美观,冲孔孔型有凸起人字型、有凸起十字花型,圆型,鳄鱼嘴型防滑板、泪珠型都为数控冲孔。
用途:适用于污水处理、自来水、电厂其它工业行业的室外,防滑板也用于机械防滑和室内装饰防滑、码头、钓鱼台、车间、汽车底部、水泥地面、酒店门口等。
油田钻井平台
结构
油田钻井平台防滑板属于橡胶金属混合防滑板,与传统的单一金属类防滑板相比,更加适用于油田钻井平台的作业面。
工作原理
是将直径4mm的钢钉压铸在橡胶中,其中橡胶板厚30mm,钢钉露出板面5mm,钢钉间的距离分布更加合理,当操作工人踩上后,总有30枚钢钉突出脚底感觉舒适,起到防滑作用,橡胶板底面有2mm的凸台起到了两面防滑。
钻台上散落泥浆可通过块间接缝流走,保证了钻台板面整洁。增强了操场作工人安全性,提高了防滑能力,又便于铺设和拆卸。
技术参数
扯断强度>19.6MPa
扯断伸长率>350%
友情提示:《小豆型不锈钢防滑板》详情页中(含主图)以文字或者图片形式标注的抢购价等价格可能是在特定活动时段下的价格,香港小豆型不锈钢防滑板秦皇岛小豆型不锈钢防滑板邳州小豆型不锈钢防滑板江东小豆型不锈钢防滑板铜陵小豆型不锈钢防滑板华蓥小豆型不锈钢防滑板汶川小豆型不锈钢防滑板德昌小豆型不锈钢防滑板商品的具体价格请你电话联系商家协商达成的实际成交价格为准,谢谢。
Copyright © 2006-2022 kaniteo.com 天津市厚德劲达不锈钢有限公司 版权所有 主营:不锈钢花纹板,不锈钢防滑板,原装花纹板,原装防滑板,进口花纹板,不锈钢花纹板厂家
网站地图 | XML | 热门城市 | 城市地图 | 城市XML | Rss | TXT地图 | 在线人数:10
 技术支持:博达科技
技术支持:博达科技