联系电话:139-2055-1199

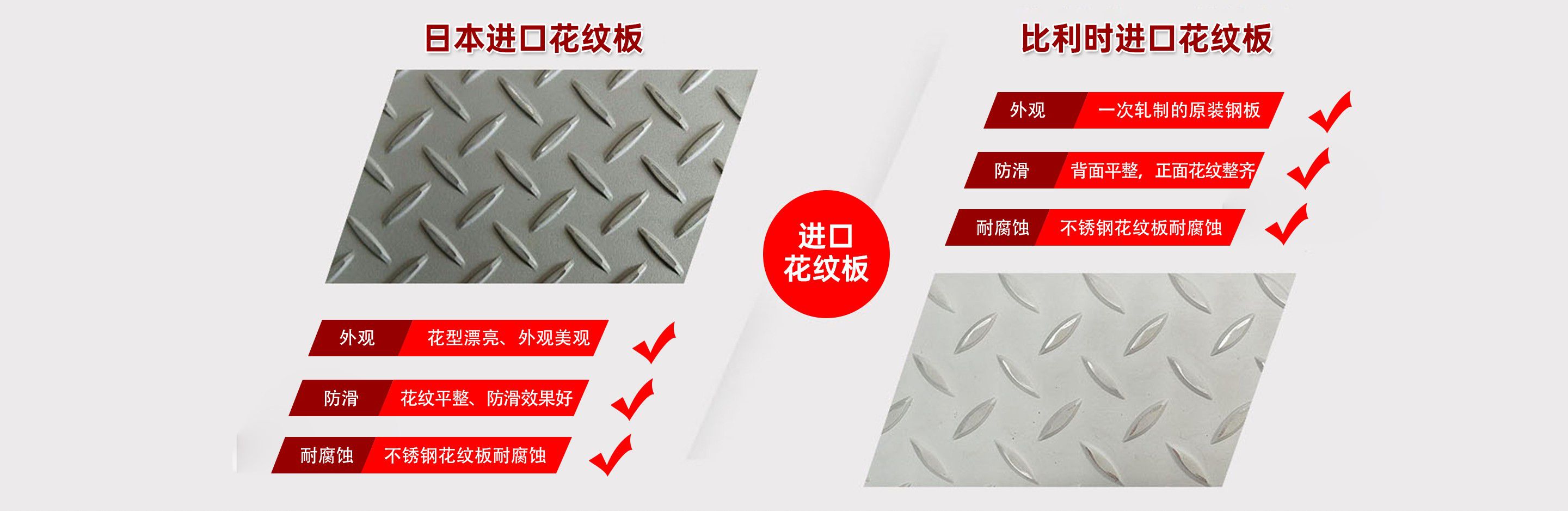
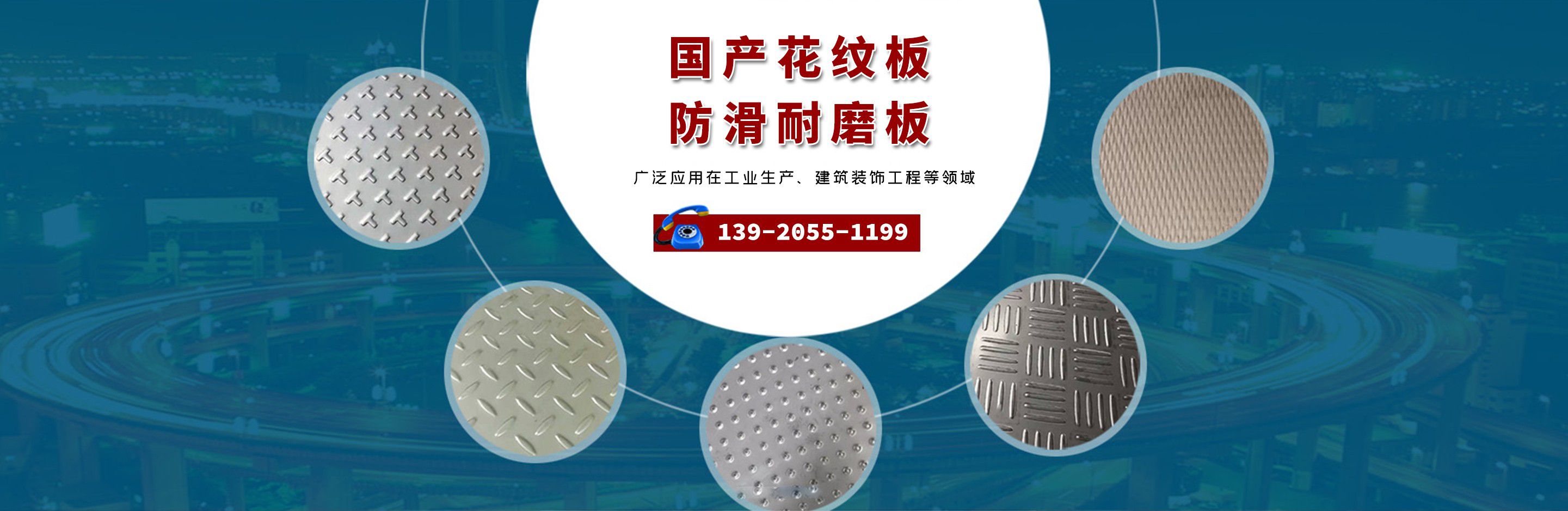
日本进口不锈钢花纹板正面花型漂亮,背面平整,用途十分广泛,常见于各类设备防滑产品,如楼梯踏步、电梯轿厢、设备平台、集装箱底板等。日本进口不锈钢花纹板是使用最广泛不锈钢花纹板,外形美观,防滑效果好,可用于多种行业。花纹板外形美观、能防滑、强化性能、节约钢材等诸多优点。在交通、建筑、装饰装潢、设备周围底板、机械、造船等领域有广泛应用。
友情提示:《日本进口花纹板卷》详情页中(含主图)以文字或者图片形式标注的抢购价等价格可能是在特定活动时段下的价格,丰南日本进口花纹板卷北戴河日本进口花纹板卷廊坊日本进口花纹板卷阿尔山日本进口花纹板卷密山日本进口花纹板卷大庆日本进口花纹板卷临沂日本进口花纹板卷龙湖日本进口花纹板卷商品的具体价格请你电话联系商家协商达成的实际成交价格为准,谢谢。
Copyright © 2006-2022 kaniteo.com 天津市厚德劲达不锈钢有限公司 版权所有 主营:不锈钢花纹板,不锈钢防滑板,原装花纹板,原装防滑板,进口花纹板,不锈钢花纹板厂家
网站地图 | XML | 热门城市 | 城市地图 | 城市XML | Rss | TXT地图 | 在线人数:24
 技术支持:博达科技
技术支持:博达科技